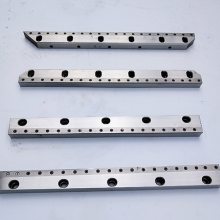
快走丝加工是一种、高精度的切割技术,可用于切割各种金属材料。其中,横切刀是切割板材、管材等平面切割工件的常用工具。使用快走丝加工时,横切刀的影响因素有以下几点:
1.切割速度:切割速度是影响切割质量和效率的重要因素之一。快走丝加工速度较快,可以实现切割,江苏横切刀,但同时也对横切刀提出了更高的要求,需要刀具材料具有较高的耐磨性和适应高速切割的能力。
2.切割精度:切割精度是衡量横切刀切割质量的重要指标之一。使用高质量的刀具材料和精密的加工工艺可以提高横切刀的切割精度。
3.热处理工艺:热处理工艺可以提高横切刀的硬度和耐磨性,同时也可以提高刀具的韧性和抗变形能力。因此,合理的热处理工艺对于横切刀的性能非常重要。
4.刃口形状:刃口形状对横切刀的切割效果和使用寿命有很大的影响。合适的刃口形状可以提高切割效率和切割质量,同时也可以减少刀具的磨损和损耗。
5.机床和夹具:机床和夹具的精度和性能对横切刀的使用寿命和切割质量也有很大的影响。使用高精度的机床和夹具可以提高横切刀的切割精度和效率,并减少刀具的损耗。
综上所述,使用快走丝加工时,要想获得高质量的横切刀切割效果,需要从切割速度、切割精度、热处理工艺、刃口形状和机床和夹具等多个方面进行考虑和选择。
横切刀是一种用于切割各种材料的工具,在加工上需要重视以下几个因素:
1.材料特性。不同的材料具有不同特性的硬度、韧性等指标,需要根据具体的材质选择合适的刀具和操作方法来避免损坏或产生不良影响。例如,硬质合金的较脆而软;高速钢则相对坚韧且耐磨损性能好。因此在使用时需要注意其适用范围和使用条件。同时还需要根据产品的形状及精度要求进行设计以满足使用需求,并且针对某些特定的产品则需要单独定制所需的规格参数以确保达到良好的效果。。20世纪50年代起开始用碳素工具钢制造冲击型刀片,60年代初又研制出整体式车削刀片(包括机夹滚压成形刀34),70年代后期出现带槽铣铰刀头体并广泛采用小直径端面月牙形刀齿。90年代的当代标准化结构以整体涂层C-Co或C-Cu基为主,更向高强度与长寿命方向发展。此外还需考虑被切除物料的厚度以及是否需要进行切断作业等因素。如果物料太厚或者要进行***切断的话就需要增大进给量或是提高转速进行调整。另外还要注意是否有铁屑混入到工件里面去的问题。如果有这个问题存在就必须要选用不容易发生卷边的刃部半径较大的剃须刀片来进行解决。
分切刀片质量的影响因素有很多,横切刀单价,主要包括以下几个方面:
1.材质:分切刀片的材质是影响其质量的重要因素,通常采用高硬度、高耐磨性的不锈钢或高速钢制成。
2.刃口形状:分切刀片的刃口形状会影响切割效果和刀片的使用寿命,常见的刃口形状有V形、U形、Y形等。
3.尺寸:分切刀片的尺寸大小会影响其切割能力和适用范围,常见的分切刀片尺寸有150、200、300、400等。
4.精度:分切刀片的精度是影响切割质量的关键因素,车床横切刀,高精度的刀片可以减少切割误差,提高切割效率和质量。
5.稳定性:分切刀片的稳定性是指其在使用过程中保持一定的切割效果和使用寿命的能力,稳定性越高的刀片可以更有效地控制切割质量和效率。
6.刃口保护:刃口保护是指在分切刀片使用过程中对刃口进行保护,以减少磨损和损伤,提高刀片的使用寿命。常见的刃口保护方式有涂层、氧化、激光熔覆等。
以上就是影响分切刀片质量的主要因素,不同的应用场景和需求需要选择不同材质、尺寸、精度、稳定性和刃口保护等方面表现优异的分切刀片。